歡迎光臨~河南省欧美一级久久久久久久久大模具有限公司

0373-54338880373-7022565
0373-54338880373-7022565

更新日期:2017-08-04 17:38:08
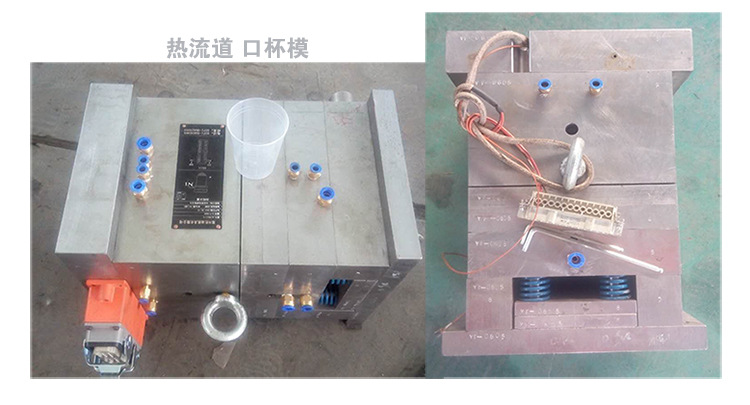
熱流道(dào)係統是一種用途非常廣泛的塑料成型澆注係統,主要(yào)借助於加熱裝置(zhì)和電子(zǐ)溫控係統使(shǐ)澆(jiāo)注係統中的熔融塑料不發(fā)生凝固,從而平穩有序地將塑料填充到模具型腔中。在沒有注塑(sù)壓力的(de)情況下,熔融塑料不會(huì)自動(dòng)流動,也不會隨著塑料製品的脫模產生拉絲、溢流等現象,所以熱道模具又(yòu)稱無(wú)流道或少(shǎo)流道模具。
長期以來,塑料模具的澆(jiāo)注係統統一直都使用冷(lěng)流道將熔融塑料注入模具(jù)型腔。隨(suí)著科學的進步和生(shēng)產(chǎn)力的不斷發展,人(rén)們開始認(rèn)識到傳統的(de)注塑模具存在很多弊端,其中流道廢(fèi)料的產(chǎn)生使成型周期加(jiā)長(zhǎng),生產效率低下,直接導致成本的增加(jiā)。隨著3D軟(ruǎn)件(jiàn)的產生,塑料製品的(de)結構越來越複雜,要求也越來越高,因此,傳統模(mó)具在成型工藝上已(yǐ)難以(yǐ)滿足現代產品的需要,人們不得不(bú)考慮采(cǎi)用其他技術工藝。19世紀50年(nián)代末,美國Incoe公司發明了熱流道注塑成型模具技術,從而掀起了模具工業的一次革命。特別是近年來微電子技術的發展、電子溫控箱的發(fā)明(míng),使熱流道係統已發展到非常成熟的階段。
熱流道和冷流道(dào)的優勢對比
1、冷流道
(1)在注(zhù)塑填充過(guò)程中,由於(yú)料流前端的熱量不斷(duàn)損耗,料流表麵產生凝固(gù),注塑壓力損失較大,直接影響到注塑機的使用壽命。
(2)在注塑(sù)填充過程中,由於料流前端的熱量不斷損(sǔn)耗(hào),料流表麵產生凝固,造成注(zhù)入模具中的塑料溫度不均勻,可能直接導致成型後的塑料(liào)製品出現料花(huā)、熔接痕、變形、翹(qiào)曲、凹陷、填充(chōng)不滿等(děng)一係列問題,塑料製品無法達到要求。
(3)由於冷(lěng)流(liú)道的產生,迫使工廠需設立專門(mén)的廢料二次加工設備,造(zào)成人力、物力和材料的浪(làng)費。
(4)有些模具結構存在澆口和塑料製(zhì)品不能自動分離的問題,需要加修剪澆口工序,自(zì)動化程度低。
(5)模具冷卻時間長,填充(chōng)時間長,造成生(shēng)產效率(lǜ)低下。
2、熱流道
(1)熱流道加熱後的溫度和注(zhù)塑(sù)機料(liào)筒、射嘴的溫度幾乎相等,避免了熔融塑料在流道內表麵冷凝(níng)的現象,注塑壓力損耗較(jiào)小。
(2)塑料成型後,質量較高。因為塑料(liào)在注入(rù)型腔後溫度、壓力和密度均勻,成型後塑件內應力小,變形也(yě)較小,尺寸穩定。
(3)無廢料,節省材料,節約資源和(hé)成本。
(4)模(mó)具冷卻快(kuài),填充快,成型周期短,生產效率高。

3、熱流(liú)道模的特點
(1)塑料的熔(róng)融溫度範(fàn)圍較寬。低溫時,流動性好;高溫時具有(yǒu)較好的熱穩定(dìng)性。
(2)對壓力敏感。不加壓不流動,但施加壓力(lì)後即刻流動。
(3)導熱性好。加熱快,冷卻快(kuài)。
4、熱流道模的缺點
(1)因熱流(liú)道(dào)係統有加熱機構和分流板機構,需占用較(jiào)大空間。因此,模(mó)具的整(zhěng)體高度需(xū)加大,直接導致模具成本增加。
(2)熱量損耗嚴重,難以控製。
(3)加熱後會產生嚴重(chóng)的熱膨脹。
(4)熱流道係統價格昂貴,導致模具製造成本增加。
5、設計熱(rè)流道模具(jù)需要注意的幾個問題
(1)因加熱後(hòu)會產生嚴(yán)重的熱膨脹,所以在熱流道係統和模(mó)具之間,必須留有足夠的空間以供膨脹。
(2)熱流道係統和模具之間(jiān)應(yīng)盡量避免(miǎn)大麵積接觸。
(3)因熱(rè)量損耗嚴重,所(suǒ)以在模具和注塑機之間應增加隔熱(rè)墊板,以減少熱量(liàng)流失。隔熱(rè)墊板必須為(wéi)絕緣材料,常用的有電木板、各種塑料板材或玻璃纖維等。
銷售經理:18337377787
采購經理:0373-7022565
電 話:0373-5433888
傳 真:0373-5433868
郵 箱:info@yvktt.com
地 址:新鄉市宏力大道西賈橋工(gōng)業區(qū)12號
備案號:豫ICP備16026643號-1
